 |
| August 20, 2013 | Volume 09 Issue 31 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox:
Filtering out all the 'noise'
EMI and RFI "noise" is an elusive and costly problem that may prevent new electronic equipment designs from passing compliance testing.
By Ed Sullivan, Technical Writer, Los Angeles, Calif.
Filter modules are add-on components that are attached to an existing device or "box." These modules can include any filter type, with or without transient voltage protection.
As processing speeds in electronics continue to rise, and packaging continues to shrink, sensitive internal components are located closer and closer together. Higher clock speeds coupled with increased density of components lead to increasing amounts of electromagnetic interference (EMI) and radio frequency interference (RFI) noise.
Such noise can be detrimental to the performance of communication and computing systems and also cause false triggering and faulty readings in vital sensor circuits, resulting in system failures. Additionally, this noise can make systems incompatible with each other and cause them to be non-compliant with established military and commercial requirements.
Thus, it has become increasingly important for engineers to address the varying need for EMI, RFI, and EMP (electromagnetic pulse) protection along with that of transient voltages during the design and test phases of a project. Otherwise, they run the risk of failing compliance testing and the accompanying possibility of incurring high costs in redesigning and retesting the electronic systems or components they are developing.
EMI suppression is often handled by filters that are designed to meet the increased performance demands levied during testing from MIL-STD-461, RTCA-DO-160, CISPRE, and CE Mark, etc.
"Current trends in the industry that have caused increased EMI/RFI noise have led to the need for multiple approaches and higher performance filters to provide design and test engineers with new tools to help address this issue," says Brett Robinson, PhD, director of engineering, EMI Solutions, Inc. (Irvine, CA). "These filters have increased in both their performance and sophistication." Filter location choices have also increased.
Robinson says that while many of the electronic/mechanical component designers today have strong backgrounds in engineering, the problems that continue to occur due to EMC compatibility layout may be somewhat new to them, or their training may be a bit outdated. They are often unfamiliar with the particulars of the design/test compliance requirement or are unaware of the exorbitant costs associated with failing compliance testing and resulting redesign costs for their devices.
"We could be talking about thousands to tens of thousands of dollars here," Robinson says. "Even without failures, it can cost $50,000 to fully test and certify a device, including all environmental and EMI compliance testing. Sometimes failing the required test parameters along with the device modifications can easily cost twice that much."
Filtering approaches
Essentially, there are four ways to address EMI/EMC filtering requirements. Filtering can be designed onto the PCB or in a device during the initial engineering phase. Otherwise, the filtering requirement can be handled by one of three devices after the device has already been designed:
1. Filter inserts, which are installed in front of device connectors;
2. Filtered connectors, where the filter is contained in the device connector; and
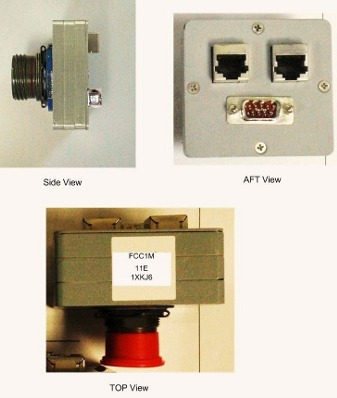
3. Filter/transient voltage suppression (TVS) interface modules that are add-ons to an existing device.
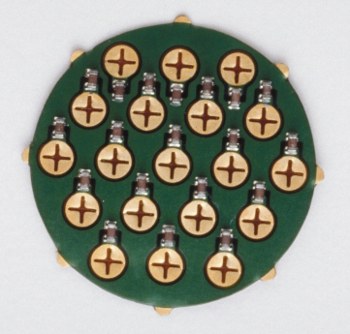
EMI Solutions' filter inserts, which are installed in front of device connectors, are generally considered the lower end of the spectrum in terms of cost and filtering limitations, but they are a very practical solution for many applications.
Although filter inserts are generally considered the lower end of the spectrum in terms of cost and filtering limitations, they are a very practical solution for many applications.
"The filter insert is a quick and simple solution. It allows you to simply pop a filter into your existing system and see if simple chip cap level of filtering will solve your EMI issues. If they solve the problem, it won't cost you a lot," says Bob Ydens, president of EMI Solutions. "We have customers who have used filter inserts successfully for 10 to 12 years. We have other customers who have used these filter inserts to identify the solution to the EMI problems, but then they have, in turn, bought our filtered connectors with the same filtering solution"
The next tier in EMI filtering is the filter connector, which is a more elegant, higher performance approach to eliminating EMI/RFI noise. This solution is more expensive than the basic filter insert, but it can include from chip capacitors, like what is in the filter inserts, to discoidals, ferrites, TVS components, and Pi tubes, including a broad range of configurations and mounting arrangements.

Filtered connectors, where the filter is contained in the device connector, are a higher performance approach to eliminating EMI/RFI noise.
Filter modules are add-on components that are attached to an existing device or "box." These modules can include any filter type, with or without transient voltage protection. Some of the advantages of using filter modules include more sophisticated filtration, avoidance of the need to insert additional PCB design integration into your already functioning fielded unit, and avoidance of the costly time it takes to re-layout and re-test the circuitry.
Customized solutions
Customized solutions, including design consulting, troubleshooting, device modification, and pre-certification testing, may be highly appropriate when it comes to choosing the appropriate filtering or product modifications.
Some EMI filtration companies provide design and re-engineering services to expedite any necessary product modifications and keep costs to a minimum. Pre-certification testing is performed in a chamber at their facility so that the customer can evaluate the impacts of changes and modification and achieve a greater confidence that the unit will pass when it goes to the certification test lab.
The pre-certification testing process at EMI Solutions is an iterative, or progressive, process whereby changes and modifications are made incrementally and then tested to determine the results. Additional filtering modifications are then applied until testing in their onsite chamber establishes a solution that meets the customer's requirements. One of the principal benefits of this approach is that the test lab has the staff and filter technology available on-site to implement modifications very quickly, which is valuable in terms of the time and costs involved.
In some cases, the device being tested requires upgrading or modifications simply because the original design has been outmoded, or the end-user has specified a special application or environment.
"We were having multiple EMI issues with units being tested in connection with two government projects," says John Eckland, test and integration engineer at Curtiss Wright Controls.
"One of the units is a complex, multi-purpose computer unit. The other one is a high-capacity, high-throughput Ethernet switch unit. Both have military applications. We had to switch power supplies on both systems, which caused us to have significant EMI problems," Eckland explains. "We were unable to do a redesign on the fly due to time constraints. So, the only solutions available to us were either to do extensive internal changes within both units, or to contact EMI Solutions and see if they could develop a solution that required only limited changes within the units."
In both cases, the solution required only a modification at the connector to the power supply, where filter inserts were placed on the power connectors.
"Finding a consulting resource can save a lot of time and money, especially when you're in the developmental phase," says Eckland. "In this case, we were provided a very effective answer to this problem that was done relatively quickly and affordably."
In another consultant-based case, Gregory Ducote, engineering technician at Redstone Army Arsenal, Alabama, had an EMI problem with a circuit board for a test set that is used on an M3P 50-caliber machine gun that is attached to the Delta OH58 Kiowa helicopter. Ducote called on EMI Solutions to find a way to redesign the board and correct the problem.
"This redesigned test set helps technicians on the ground check the gun out before it is deployed," says Ducote. "The technicians will rebuild the gun here at Redstone and then use the test set to test the features of the gun to make sure it is working properly before they send it off. This test set will also help improve the features of the weapon. So, with the assistance of our consultants, we're helping the Soldiers that are still on the ground in Afghanistan or wherever this weapon is used. This will also help us sustain the weapon, and that is a major goal of the Army now -- to sustain the equipment they already have."
For more information, contact EMI Solutions, Inc.
13805 Alton Parkway, Irvine, CA, 92618
Phone: 949-206-9960; Fax: 949-206-9983
E-mail: Sales@4emi.com
Or visit www.4emi.com
Published August 2013
Rate this article
View our terms of use and privacy policy